How to Make Almost* Anything | MAS.863
Ella Peinovich | M.Arch Level III, MIT
Ella Peinovich | M.Arch Level III, MIT

Milling foldable sheet metal
A common misperception is that metal can only be cut using the waterjet, the CNC is sometimes more appropriate.
Q. When is the CNC better to use over the waterjet?
A. When cutting individual, custom pieces in a material thinner than 1/32th of an inch. Unless multiple thin sheets can be stacked, the water jet would blast through the thin material leaving nothing behind.
Example Work flow
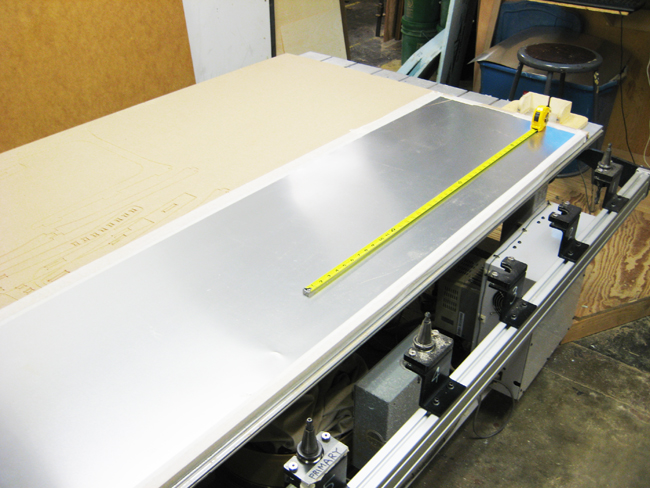
Material purchase | I would recommend you use metal flashing (10 gauge) in a roll or sheet 20 inches wide. You are able to fold the metal by hand, yet it can hold its own weight while maintaining structural rigidity and form once folded. Also have masking tape on the ready.
Connections | There are 3 methods for connecting the metal pieces (choose one up-front)
1. Tab and slot, using cutting only, 2. Rivets using coordinated pre-drilled holes, possible to make multiple holes for flexibility in the construction later, 3. Zap-a-gap glue (though not ideal because of the mess and seeming ill-planned)
File Prep | In your choice 2D program layout the pieces at 1:1 scale.
Where bends are desired add a dashed line (use a broken line, not a line type) (score lines when bent with just break) of about half on and half off (1/8 inch is used in the example shown). The smaller the dash the easier it will bend, keeping in mind the metal tabs should not be less than 1/8 of an inch because the router bit thickness will cut slightly beyond the score line and eat away at the material.
Make profile line a closed polyline so that the line is flowing consistently in the same direction, important for establishing side of cut line.
Milling Software | All border lines should be set to cut using Profile cut, set to outside-right (preview to be sure path is to outside of line, if not either flip line or switch to inside-left cut style).
All interior lines should be done using the Engrave cut (it will then cut on the centerline).
Add a pass-over height of Max Z height + .5 inches, so that even if the material snags a little it will not be pulled to the next cut.
When posting, be sure to send engraving paths before profile, or your pieces will be loose before the engraving process.
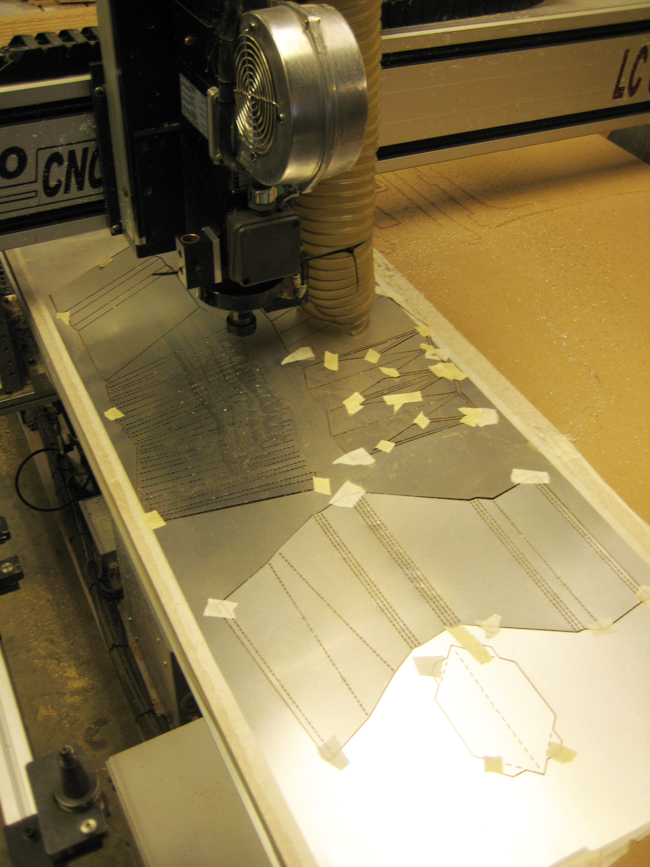
Milling | Use a 1/16” straight flute router bit, to prevent snagging.
Know how to pause and emergency stop the file
Tape down along all sides of the flashing so that it is tight to the table.
Once profile cutting begins be sure to tape down the corners as the router is cutting each piece so that it does not come loose near the end of the cut and become a flying blade.


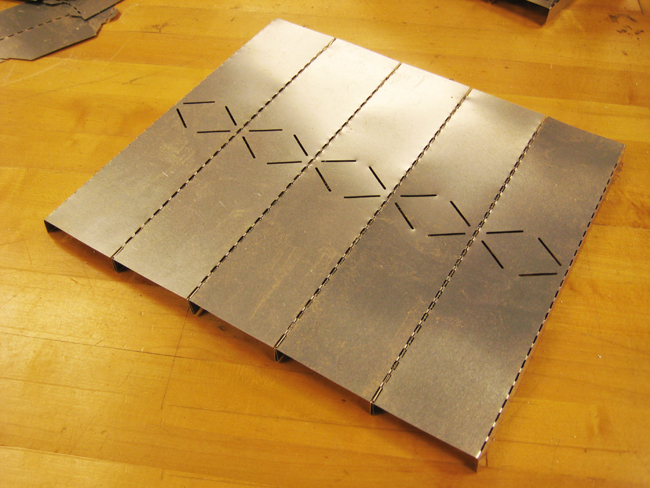
Example of Tab and Slot connection. I created a base to provide a place for the tabs to reside once the vertical components were added to the assembly. For it to remain flat and rigid I added regular ribs on the underside. A triangle ruler is an ideal shape for folding the metal, keeping an even distribution of pressure across the seam and folding very straight without breaking.
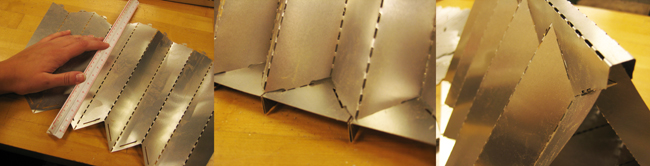

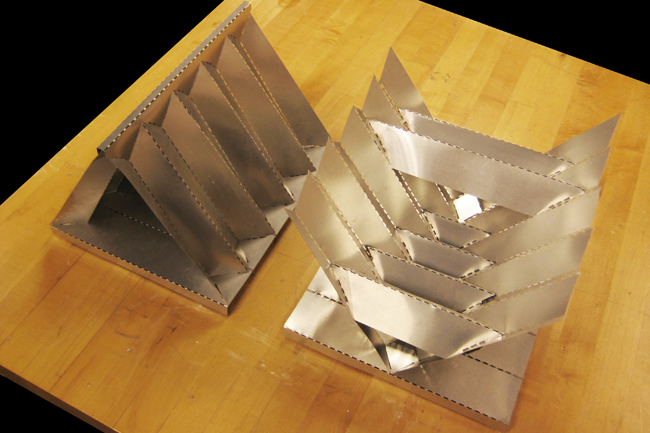
Example of how rib crowns or cross brace elements can be used to add rigidity to the assembly.